



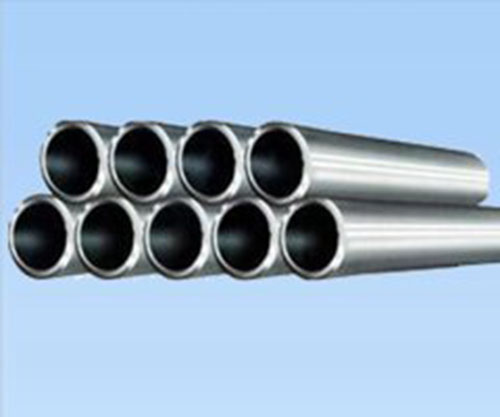
精密活塞杆在進行使(shǐ)用時能夠運用到液壓啟動中,其產品的加工要求是(shì)比較高(gāo)的(de),所以液壓缸的質量大多數是活塞(sāi)杆的質量影響,活塞杆是支持活塞做功的(de)連接部件,大部分應用在油缸、氣缸運動執行部件中,是一個運動頻繁、技術要(yào)求(qiú)高的運動部件。
精密活塞杆其加工質量的好(hǎo)壞直接影響整個(gè)產品的壽命和可靠性。活塞杆加工要求高,其表麵粗糙度要求為Ra0.4~0.8um,對同軸度、耐(nài)磨性要求(qiú)嚴格。活塞杆雖(suī)然從設計的思想的角度來進行考慮不希望承受徑向(xiàng)力,在進行使用(yòng)時會直(zhí)接受到實際結構的限製,其液壓缸的活塞杆不可避(bì)免地承受其(qí)相當(dāng)部分(fèn)的徑向外力。為此,液壓缸活塞的長度必須適(shì)當,一般取(qǔ)活塞杆(gǎn)外徑的0.7~1.0倍。
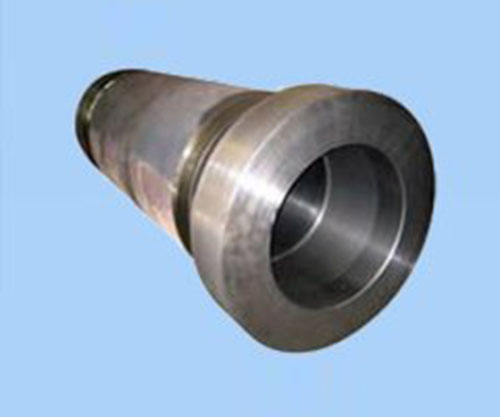
精(jīng)密活塞杆以(yǐ)增加它的導向作用和(hé)加大支承(chéng)表麵積,從而達到降低磨(mó)損、提高液壓缸使用壽命(mìng)的(de)目的,液壓缸的質量很大程度上取決於活塞杆的質量,因此對於活塞的加工應要求有足夠精度的形位公差。
一般說來,活塞外徑(jìng)、內孔(kǒng)的圓度、圓柱度誤差(chà)不能大於其尺寸(cùn)公差的一(yī)半(bàn);活塞杆外徑對內孔及密封(fēng)溝槽(cáo)的同(tóng)軸度公差要在0.02mm以內。一般要求液壓缸的端麵對液壓缸軸線的垂直度公差要小於0.04mm/100mm。
精密活塞杆在進行熱處理的加工後,其原材料在脆性上會降到低,有效的提升了活塞(sāi)杆在原(yuán)材料上的韌性。其次:在對活塞杆(gǎn)進行熱處理加工之後,有效的將活塞杆在表麵上的硬度和(hé)耐磨的性能進行提升,降低了活塞(sāi)杆因為出現淬火而發生(shēng)裂紋的現象。
您可能對此也感興趣
















相關閱讀

